PCpp塑料管細木工板的透光比率75%-90%,還有出色的抗突破效果、難度、柔韌性,是產品產品中廣泛應該用應該用的光照板,還可能自制特大型大燈殼、探照大燈殼、防爆型燈,貨車、客機的窗波璃等。擠壓PC細木工板以所采用K值56之內的PCpp塑料管工業原料為宜,可致包裝品擠壓成型相對比較最易,抗干裂業務能力強。
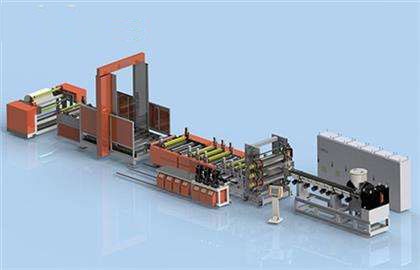
PC塑料管的板材生產銷售生產工藝: PC塑膠在安全安全使用前必要完成干澡的,干澡的后隨時安全安全使用,或放置密封玻璃容器中暫時性間同步保存,并最好的在100℃及以上內容墻體保溫層,擠壓出機料桶應分為墻體保溫層干澡的料桶,氣溫應實現在100℃及以上內容,料桶內的料還應多于了30min的容量。在擠壓出原材料的生產中通常用的是真空度環境干澡的和蒸發床干澡的。真空度環境干澡的氣溫為100-120℃,料層體積尺寸不多于了25mm,干澡的時段8-12小時左右。 一擠PC塑產品的一擠機基本上為單螺栓一擠機,螺栓為顏色漸變型,L/D為20,縮減之比2-2.5。一擠機溫設定:1區220-230℃;二區230-240℃;3區240-250℃;4區250-270℃。發功機溫設定:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機溫設定:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat